







手机弹片-手机弹片厂-源鹏电子管理制度完善
东莞市源鹏电子科技有限公司
经营模式:生产加工
地址:广东省东莞市虎门镇雅瑶工业区东一路11号
主营:研发,产销:电子配件,电子产品,端子,五金配件
业务热线:0769-81551406
QQ:389629731
产品详情 联系方式
五金弹片厂家,还找源鹏电子,可加工非标类产品
东莞市源鹏电子科技有限公司成立于2003年,位于东莞市长安镇,是一家专业生产加工各类精密五金冲压模具及精密五金冲压制品的生产型专业加工厂,拥有较强的技术实力和良好的产品质量。
在电子冲压件厂中对于冲压件的生产质量要求是十分严格的。所以一定要严格控制冲压件的形状尺寸:
1.对弯曲件的要求:
(1)弯曲件形状应尽量对称,弯曲半径不能小于材料允许的小弯曲半径。
(2)曲边过短不易成形,故应使弯曲边的平直部分H>2δ。如果要求H很短,则需先留出适当的余量以增大H,弯好后再切去所增加的金属。
(3)弯曲带孔件时,为避免孔的变形.
2.对拉深件的要求:
(1)拉深件外形应简单、对称,深度不宜过大。以便使拉深次数少,容易成形。
(2)拉深件的圆角半径在不增加工艺程序的情况下。否则必将增加拉深次数和工作,也增多模具数量,并容易产生废品和提高成本。
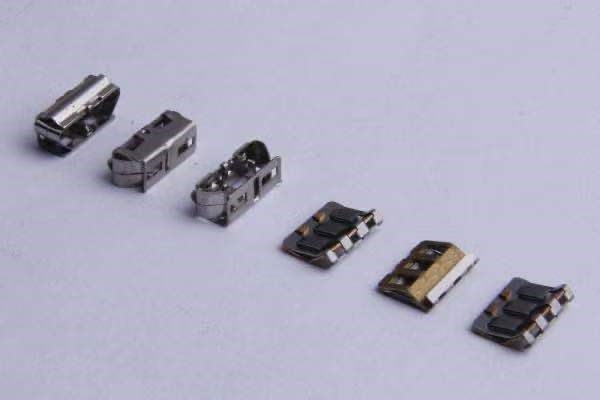
手机弹片生产厂家,还找源鹏电子,在线咨询有惊喜哦!







专业手机弹片订做,还找源鹏电子,全世界销售
手机弹片模具在冲压过程,因为使用的是高速冲床,危险系数比较高。如果操作不当,对模具会造成严重损坏,且操作人员安全也会受到伤害,所以模具需下机时,切记按以下操作执行,才能保证模具及操作人员的安全。那么手机弹片开模需注意哪些事项呢?
1、拉动模具前需确认模具进料口料带托板已松掉拿下。
2、门板上的铰链孔位置,可以考虑安装方便,将孔冲成长圆形状,以方便上下进行微调。
3、模具拉不动时可一人向外拉,一人向后推。(切忌两人同时向后推,将模具推出冲床平台)亦可用抬模螺丝旋绕下模座螺孔后,两手同时向上抬起一点后拉出。
4、门架上的装铰链的孔务必考虑铰链与门架之间的缝隙,三个铰链的焊接位置非常重要,同心度要求很高,我认为需要在冲装铰链的孔时,多冲两个定位铰链的孔,在加工铰链的时候可以在铰链上冲压两个突起,与门板上的孔对应,用来定位。
5、模具拉离冲床时模具车不可转弯过急,防止导料板或材料托板挂住冲床或冲床隔音罩,造成模具零件损坏或模具滑落。
6、异常下模时不可再寸动操作,特别是在模具止高柱垫塑胶后。
7、模具下模后将冲床主机及其它电源关闭,避免资源浪费。
8、模具正常停机时需将模具寸动运转至导引针进入料带圆孔。(防止无气压时送料机不夹持材料而造成的材料后退引起缠带。)严禁将模具停于下死点。(易造成模内弹簧使用寿命降低)
源鹏电子手机弹片采购,品质优良,欢迎来电来厂咨询!

专业手机弹片生产商,还找源鹏电子,销往全国
东莞市源鹏电子科技有限公司成立于2003年,位于东莞市长安镇,环境优美,交通十分便利。是一家专业生产加工各类精密五金冲压模具及精密五金冲压制品的生产型专业加工厂,拥有较强的技术实力和良好的产品质量。
下面我们来给大家介绍一下冲压模具的一些工艺类型,想学会,就必须先了解确定产品是否属于弹片材质,为什么呢?因为确定工艺时候,如果材料非常硬,回弹比较大,就要考虑尽量多分成型工艺,这样方便后续调模角度,同时工艺拆分也就会变的更加复杂,如果是普通材料还好。
源鹏电子手机弹片批发,来电咨询价更优!


杨先生先生
手机:13694922701




